

















The importance of a good tool system
Bending quality and accuracy
To increase the quality and accuracy of products, it is important to properly coordinate a variety of factors. One of these factors is the correct configuration of the press brake and associated tooling system. How can good tools in the production process contribute to the quality of the product?
Short cycle time
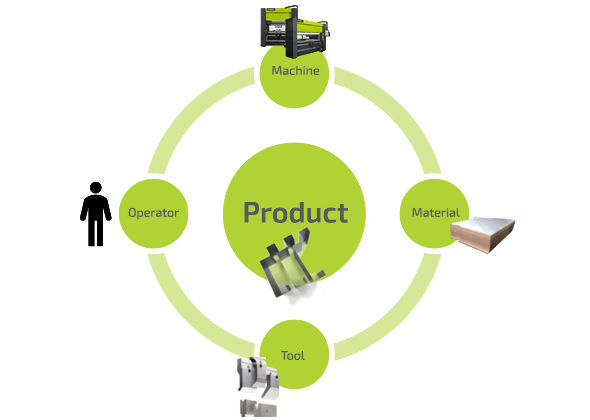
In general, there are 4 criteria that are necessary for both a short cycle time for a bend and for the quality of a bend:
- Well-trained operator
- Reliable and well-adjusted press brake
- Reliable material quality
- Accurate and undamaged bending tools & tool clamping system
In this article we will further explain the last point, the bending tools and tool clamping systems.
Air bending
There are a number of known bending methods for sheet metal; folding, panel bending, bottoming and Air bending. Air bending is the most commonly used bending method, partly due to the great flexibility and the lower bending forces that are required. Multiple materials and thicknesses can be bent at different angles with a single top and bottom tool.
The Air bending principle works as follows:
• Sheet bending where the sheet does not touch the flanks of the tools, there is only line contact.
• Bending angle is determined by the penetration depth.
• Required pressing force is lower than with die bending.
• Inner radius is larger approx. 1-2 x S (material thickness) - depending on groove width.

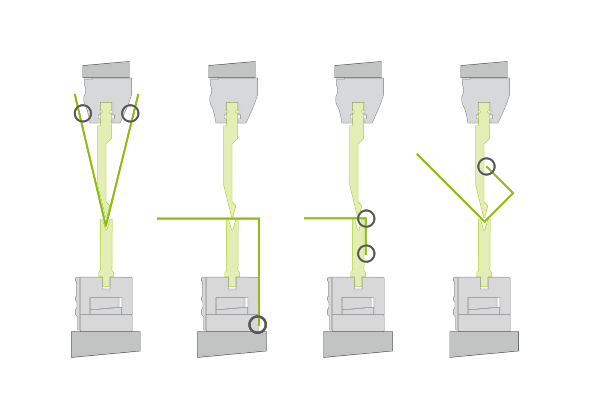
Angular deviations
An angular deviation can occur during air bending. This is caused by tolerances in, for example, plate thickness, punch height, die height, V width and the positioning of the press beam. A general rule to calculate the expected angular deviation:
1,0° deviation = 0,5 x V groove width : 100
SafanDarley has developed an app in which, among other things, the V size and the required pressing force can be easily calculated. This can be done in the E-Bending section. With this tool you can easily calculate the required pressing force of a predetermined material/V size rati
Example
When using a die with a V-groove width of 8 mm and sheet material with a thickness of 1 mm, 1.0° angle inaccuracy can occur due to a total Y deviation of 0.04 mm.
Tools
SafanDarley often collaborates with WILA in the field of press brake tools. Common using the New Standard Style tools. WILA has a wide range of standard tool lengths and shapes to bend many products with great precision.
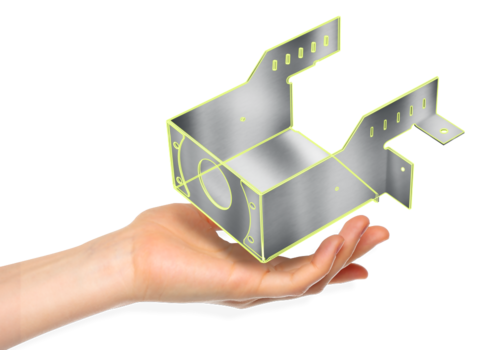
The various tool shapes create bending freedom for different types of bending:
- Slim top and bottom tools
- Narrow tables allow small Z-bends with long leg lengths (shelf profiles)
- Small Z-bends possible due to high dies
- Deep tub allows deep U-profiles
- Tools can be mounted upside down in the tool holder
High tools
Precise bending is also possible with high tools. Due to the high accuracy and stability, it is possible to use very high special intermediate pieces with a working height of 450 mm. This makes it possible to bend products such as enclosures & cabinets with high side panels.

Tools for optimum quality tooling system
By applying a number of options and aids to the tooling system during the bending process, it is possible to further optimise the quality and angular accuracy of the product. For example the WILA TIPS system or the Smart Tool Locator.
Smart Tool Locator
Using the Smart Tool Locator, changing tools and positioning the products to be bent against the stops becomes even easier, more accurate and faster. The Smart Tool Locator is a kind of intelligent ruler with built-in white LEDs. These LEDs indicate the correct positions for the tools and the position of the backgauge fingers to aid the operator during changeover. It can also indicate the placement of the material, which is particularly useful with multiple tool setups.
Are you curious whether you can also work more accurately with your press brake by using good tools? Request a no obligation demonstration, this can be done online or by visiting our showroom in Lochem.
Request a demonstration
Thank you
Thank you for your request
