

















Inside metal fabrication at NASA

Metal fabrication at NASA
Our distributor Capital Machine Technologies, Inc. introduced the SafanDarley E-Brake at NASA when they started to search for an electric press brake. At NASA they worked already with a hydraulic press brake, but it wasn’t a machine that the other technicians really saw as a positive when it came to forming capability. Most of the other technicians had machining backgrounds, and the brake simply couldn’t deliver the consistency and tolerances that they were used to getting with their CNC mills.
When the search began for a new press brake, one of the co-workers suggested an electric brake, something he had seen at a tradeshow. “We thought with this type of press brake and with new software, it was going to allow us to do first part, right part every time,” Wells said. Spencer Wells is mechanical engineering technician, in the Prototype Development Laboratory (PDL) at the Kennedy Space Center in Florida.
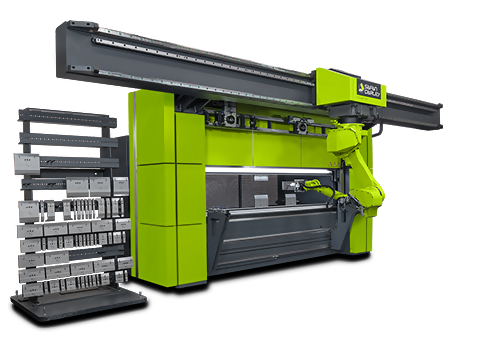
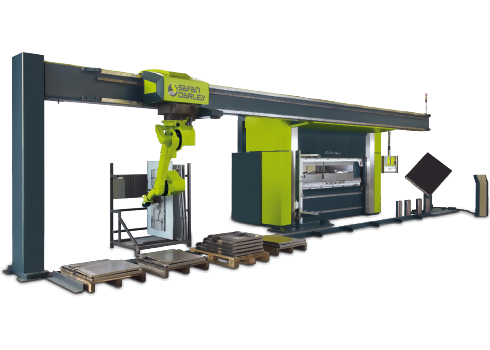
In particular, the team gravitated to the SafanDarley E-Brake, an “electronic” brake. It had a built-in light curtain, not added on as a safety measure after the brake was built. The built-in light curtain can keep tabs on the bending area while also allowing other movement in the press brake window because the sensors focus on an area of about 30 mm, just over 1 in., where the bending takes place. If the integrated light curtain senses a presence that it shouldn’t, the ram stops within milliseconds. (The servomotors controlling the ram movement can stop it much more precisely than a hydraulic system.) Also, if there’s a power failure, the E-Brake has a spring-return mechanism that causes the ram to go up, not down like on the older hydraulic press brake it replaced
So what does the bending process look like now? The technicians are able to feed 3D models into the SigmaBEND software, where they can see how the part actually will bend and with what tooling. Once the bending software produces the bending sequence, the technician can then set up the tooling quickly because the Wila tooling can be front-loaded, not slid in from the side of the press brake into the right place in a holder. The technician can initiate the brake, wait for the backgauge to position itself, and start the bending sequence.
“We all have different things that we need to do around here. I don’t necessarily have a day to set up the press brake and try to get the right bend for one or two parts,” Wells said. “I need to be confident in the software and the press brake so when I punch in the numbers, I can go over to the press brake and bend one part and have it right.”
* Article written by The Fabricator, here you can read the complete article
Back to the overviewRead more
news
The renovation of our Central warehouse at our Lochem facility has been completed and it was brought back into use last week. It is now equipped with a range of automated systems which will enable us to raise our quality and service to an even higher level.
The renewed SafanDarley app is live. The new app has a modern look, works very fast and has a number of new functions, such as the option to send the results to your own email address. The app is also now available in various languages.