

















Kanten metaal
Kanten van metaal: techniek, proces en de juiste kantbank
Kanten van metaal is het plastisch buigen van plaatwerk tot een blijvende vorm met behulp van een kantbank. Bij SafanDarley draaien alle machines die wij bouwen om precies dat proces: vlakke plaat omzetten in nauwkeurige, reproduceerbare onderdelen. Op deze pagina leggen wij uit wat kanten inhoudt, hoe het proces werkt, welke materialen geschikt zijn en welke kantbank past bij uw plaatwerk. Als uitvinder van de servo-elektrische kantbank delen wij graag onze ervaring van ruim 25 jaar.
Wat is kanten van metaal?
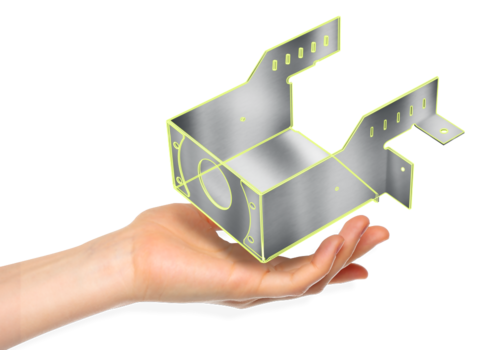
Kanten van metaal is een plaatbewerkingstechniek waarbij een vlakke metalen plaat onder hoge druk in een vooraf bepaalde hoek wordt gebogen. Het gebeurt tussen een bovenmes en een V-vormige ondermatrijs in een kantbank. Het materiaal vervormt plastisch en behoudt die vorm permanent.
Metaal kanten wordt ingezet in vrijwel elke maakindustrie: van machinebouw en apparatenbouw tot architectuur, voertuigbouw en lucht- en ruimtevaart. Het proces is zowel geschikt voor enkelstuks prototypes als voor grote series, en levert onderdelen met een hogere stijfheid en minder laswerk dan samengestelde constructies.
Wat is het verschil tussen kanten, zetten, buigen en plooien?
In de praktijk gebruiken plaatbewerkers deze termen door elkaar, maar er zit nuance in. Hieronder de betekenis zoals die in de Nederlandse metaalbewerking wordt gehanteerd.
| Term | Betekenis in de praktijk |
| Kanten | Plaat buigen op een kantbank met bovenmes en V-matrijs. De standaardterm in professionele plaatbewerking. |
| Zetten | Synoniem voor kanten. Vaker gebruikt bij dunner plaatwerk en op een zetbank, die voor lichter werk is ontworpen. |
| Buigen | Overkoepelende term voor elke vorm van plastische vervorming, inclusief walsen en profielbuigen. |
| Plooien | Vooral gebruikt in Belgie en voor fijner zetwerk. In Nederland vrijwel synoniem met kanten. |
Kort samengevat: alle termen wijzen op hetzelfde einddoel, maar kanten is de gangbare term bij industrieel plaatwerk met een CNC-gestuurde kantbank.
Hoe werkt het kanten van metaal?
Het kantproces bestaat uit vier stappen. De operator legt de plaat op de ondermatrijs en duwt het werkstuk tegen de CNC-gestuurde achteraanslag voor exacte positionering. Vervolgens beweegt de bovenbalk met het kantmes omlaag en drukt de plaat in de V-vorm van de matrijs. Het materiaal vervormt voorbij de vloeigrens en behoudt zo de gewenste hoek. Ten slotte beweegt de bovenbalk terug omhoog; de plaat veert minimaal terug en blijft in vorm.
De nauwkeurigheid van het resultaat hangt af van drie factoren: materiaaleigenschappen (walsrichting, dikte, vloeigrens), gereedschapskeuze (V-breedte, punttype) en de procesregeling van de kantbank. Onze E-Control software en AutoPOL off-line 3D programmering voorspellen buigvolgorde, gereedschapsopstelling en achteraanslagpositie op basis van uw 3D-model, inclusief botsingscontrole.
Vrijbuigen
Bij vrijbuigen raakt het kantmes de plaat slechts op een punt en drukt deze gedeeltelijk in de V-matrijs. De hoek wordt bepaald door hoe diep het mes in de matrijs gaat. Voordeel: met een matrijs kunt u meerdere hoeken kanten. Nadeel: lichte variatie door terugvering, wat wij compenseren met adaptieve hoekmeting.
Matrijsbuigen
Bij matrijsbuigen drukt het kantmes de plaat volledig op de bodem van de matrijs. De hoek is dan gelijk aan de hoek van de matrijs en de interne spanning wordt geneutraliseerd. Voordeel: maximale reproduceerbaarheid. Nadeel: elke hoek vraagt een eigen gereedschap en een hoger tonnage.
Welke materialen zijn geschikt voor kanten?
Vrijwel elk walsbaar metaal is te kanten, mits de juiste perskracht, matrijs en buigradius worden gekozen. De meest voorkomende materialen in de Nederlandse plaatindustrie zijn:
Staal (constructiestaal S235, S355, hogesterktestaal).
Dit is het werkpaard van het kanten. Courante diktes tot 20 mm, bij zwaardere H-Brake modellen tot 40 mm en meer.
Roestvrij staal (RVS 304, 316).
Vraagt extra aandacht voor terugvering en kraswering. Diktes tot circa 15 mm zijn standaard kantbaar.
Aluminium.
Lichter, maar gevoelig voor scheurvorming bij te kleine binnenradius. Juiste gereedschapskeuze is kritisch.
Corten en Sendzimir.
Gebruikt in architectuur en gevelbouw. Door de coating of walshuid is positionering en gereedschapsafwerking extra belangrijk.
Voor elk materiaal bepaalt de combinatie van dikte, walsrichting en vereiste hoek welke kantbank en welk gereedschap optimaal zijn.

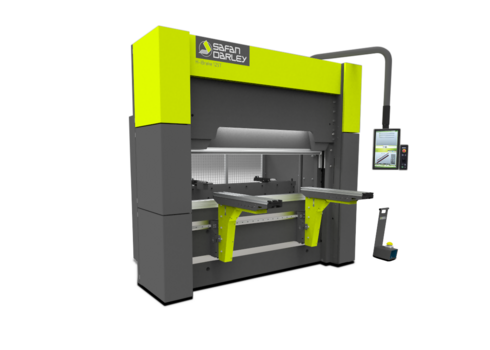
Servo-elektrische kantbanken: de E-Brake
In 1995 patenteerde Safan de servo-elektrische aandrijving en introduceerde de E-Brake: de eerste volledig elektrische kantbank ter wereld. De bovenbalk wordt aangedreven door servomotoren via versterkte riemen en een uniek rollensysteem, zonder hydraulische olie. Dat levert drie meetbare voordelen op: tot 50% minder energieverbruik omdat de motor alleen energie trekt bij beweging, tot 30% snellere productiecycli door directe aandrijving en nagenoeg geen onderhoud aan olie, filters of ventielen. De E-Brake is geschikt voor dun tot middelzwaar plaatwerk en voor bedrijven die duurzaamheid en precisie combineren.

Hydraulische kantbanken: de H-Brake
Voor zwaar plaatwerk vanaf 200 ton perskracht biedt SafanDarley de H-Brake: een hydraulische kantbank die de voordelen van moderne CNC-besturing combineert met de ruwe kracht die dik plaatwerk vraagt. Ideaal voor constructiebedrijven, scheepsbouw en zware apparatenbouw.
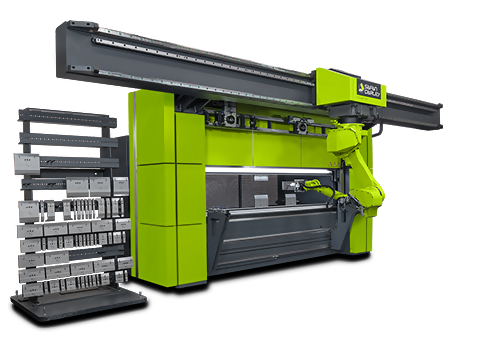
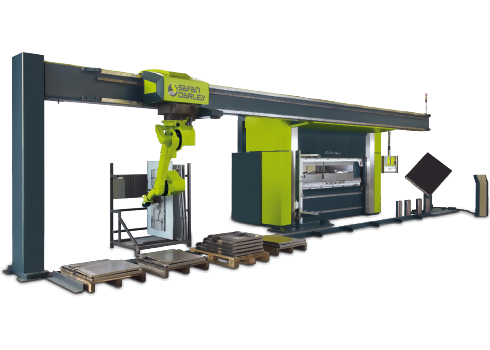
Automatisering: RoboMate en Tool Mate
Elke SafanDarley kantbank kan worden geautomatiseerd met de RoboMate, een robotcel die het kanten onbemand uitvoert. De Tool Mate wisselt gereedschappen automatisch en is ideaal voor wie kleine series efficient wil produceren. Samen maken deze oplossingen 24/7 productie mogelijk met constante kwaliteit.
SafanDarley: uitvinder van de elektrische kantbank
SafanDarley is de mondiale specialist in de ontwikkeling en bouw van kantbanken en guillotinescharen. Ons bedrijf ontstond uit de samenvoeging van Safan (Lochem) en Darley (Eijsden), twee Nederlandse fabrikanten met toonaangevende patenten in de plaatbewerking. In 1995 zette Safan het patent op de servo-elektrische aandrijving voor kantbanken op haar naam; een technologie die juist voor aluminium het verschil maakt. Vandaag telt SafanDarley circa 200 medewerkers, produceren wij in Lochem en Eijsden en behoren wij tot de mondiale top 3 van fabrikanten voor het topsegment plaatbewerkingsmachines. Kwaliteit, innovatie, betrouwbaarheid en duurzaamheid zijn de kernwaarden waarop klanten in ruim 50 landen bouwen.Vul hier een tekst in
Welke kantbank past bij uw plaatwerk?
Gebruik deze korte keuzehulp om een eerste inschatting te maken. Ons team helpt u graag verder met een passend advies.
Profiel 1: dun tot middelzwaar plaatwerk met hoge nauwkeurigheid.
Werkt u veel met staal, RVS en aluminium tot 10 mm en zijn precisie en energiezuinigheid kritisch? Dan is de servo-elektrische E-Brake Premium de logische keuze.
Profiel 2: zwaar plaatwerk vanaf 10 mm.
Produceert u constructiewerk in dik staal vanaf 200 ton perskracht? Dan biedt de H-Brake de kracht en stabiliteit die u nodig heeft.
Profiel 3: onbemande of man-arm productie.
Wilt u kleine series efficient en 24/7 produceren? Dan is de E-Brake in combinatie met RoboMate en Tool Mate de oplossing, zowel voor kleine als grote batches.
Klaar om uw aluminium-buigproces te verbeteren?
Aluminium buigen is een vak waarin legeringkeuze, gereedschap en machinebesturing samen het verschil maken. SafanDarley bouwt al ruim 25 jaar kantbanken die aluminium buigen meetbaar sneller, zuiniger en nauwkeuriger maken. Kom langs in onze showroom in Lochem en zie het verschil op een proefplaat van uw eigen materiaal.