

















Het belang van een goed gereedschapsysteem
Kwaliteit & nauwkeurigheid buigen
Om de kwaliteit en nauwkeurigheid van producten te vergroten is het van belang om diverse factoren goed op elkaar af te stemmen. Een van deze factoren is de juiste configuratie van de kantbank en het bijbehorende gereedschapsysteem. Hoe kunnen goed gereedschappen in het productieproces bijdragen aan de kwaliteit van het product?
Korte cyclustijd
In hoofdlijn zijn er 4 criteria aan te wijzen die noodzakelijk zijn voor zowel een korte cyclus tijd van een buiging als voor de kwaliteit van een buiging:
- Goed geschoolde operator
- Betrouwbare en goed afgestelde kantbank
- Betrouwbare materiaal kwaliteit
- Nauwkeurige en onbeschadigde buiggereedschappen & gereedschapklemsysteem
In dit artikel zullen we het laatste punt, de buiggereedschappen en gereedschapklemsytemen verder toelichten.
Vrijbuigen
Er zijn een aantal bekende buigmethodes voor plaatwerk; zwenkbuigen, strijkbuigen, matrijsbuigen en vrijbuigen. Het vrijbuigen is de meest toegepaste buigmethode ondermeer door de grote flexibiliteit en de lagere buigkrachten die nodig zijn. Met een enkel boven- en ondergereedschap kunnen meerdere materialen en diktes in verschillende hoeken gebogen worden.
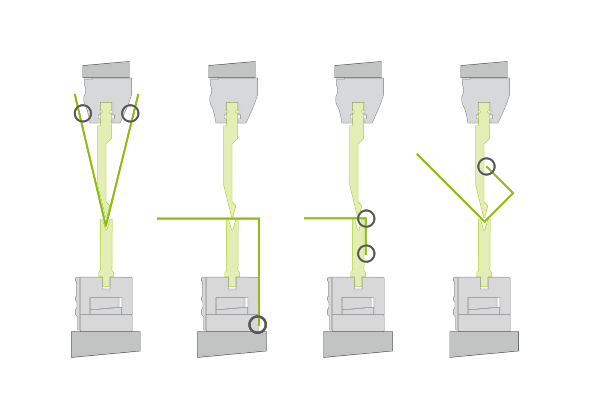
Het vrijbuig principe werkt als volgt:
- Het buigen van plaat waarbij de plaat de flanken van de gereedschappen niet raakt, er is alleen lijncontact.
- Buighoek wordt bepaald door de indringdiepte.
- Benodigde perskracht is lager dan bij matrijsbuigen.
- Binnenradius is groter ca. 1-2 x S (materiaaldikte) - afhankelijk van de groefbreedte.

Hoekafwijkingen
Tijdens het vrijbuigen kan een hoekafwijking ontstaan. De oorzaak hiervan ontstaat door tolera nties in bijvoorbeeld plaatdikte, stempelhoogte, matrijshoogte, groefbreedte en de positionering van de persbalk. Een algemene regel om de te verwachte hoekafwijking te berekenen:
1,0° afwijking = 0,5 x V groefbreedte : 100
SafanDarley heeft een app ontwikkelt waarin onder andere de groefbreedte en de benodigde perskracht eenvoudig berekend kunnen worden. Dit kan in het onderdeel E-Bending. Met deze tool kun je eenvoudig de benodigde perskracht van een vooraf bepaalde materiaal/matrijs verhouding berekenen.
Voorbeeld
Bij gebruik van een matrijs met een V-groefbreedte van 8 mm en plaatmateriaal met een dikte van 1 mm kan 1,0° hoek onnauwkeurigheid ontstaan door een totale DY afwijking van 0,04 mm.
Gereedschappen
SafanDarley werkt veel samen met WILA op het gebied van kantbankgereedschappen. Veel voorkomend zijn de New Standard Style gereedschappen. WILA heeft een groot assortiment standaard gereedschaplengtes en vormen om veel producten uiterst nauwkeurig te buigen. De diverse gereedschapsvormen creëren buigvrijheid voor verschillende type buigingen
- Slanke boven- en ondergereedschappen
- Door smalle tafels zijn kleine Z-buigingen met lange beenlengtes mogelijk (plankprofielen)
- Door hoge matrijzen kleine Z-buigingen mogelijk
- Door diepe kuip zijn diepe U-Profielen mogelijk
- Gereedschappen zijn omgekeerd in gereedschaphouder te monteren
Hoge gereedschappen
Nauwkeurig buigen is ook met hoge gereedschappen mogelijk. Door de hoge nauwkeurigheid en stabiliteit is het mogelijk om zeer hoge speciale tussenstukken met 450 mm werkhoogte toe te passen. Dit maakt het mogelijk om producten zoals behuizingen & kasten met hoge zijpanelen te buigen.

Hulpmiddelen voor optimale kwaliteitgereedschapsysteem
Door het toepassen van een aantal opties en hulpmiddelen bij het gereedschapsysteem tijdens het kantproces is het mogelijk om de kwaliteit en hoeknauwkeurigheid van het product nog verder te optimaliseren. Mogelijke hulpmiddelen zijn het WILA tips systeem of de Smart Tool Locator.
Smart Tool Locator
Met behulp van de Smart Tool Locator wordt het wisselen van gereedschappen en het positioneren van de te buigen producten tegen de aanslagen nog eenvoudiger, nauwkeuriger en sneller. De Smart Tool Locator is een soort intelligente liniaal met ingebouwde witte LED’s. Deze LED’s geven de juiste plaatsing van de gereedschappen en de positie van de aanslagvingers aan als hulpmiddel voor de operator bij het omstellen. Tevens kan het ook de plaatsing van het materiaal aangeven, dit is met name makkelijk bij meerdere gereedschap opstellingen.
Bent u nieuwsgierig of u ook nauwkeuriger kunt werken met uw kantbank door het gebruik van een goede gereedschappen? Vraag vrijblijvend een demo aan, dit kan zowel online als met een bezoek aan onze showroom in Lochem.
Demo aanvragen
Bedankt
Bedankt voor uw aanvraag
