

















Efficiënt buigen
Tips & Tricks efficiënt buigen
Er zijn diverse eigenschappen aan de kantbank om producten efficiënter te buigen, daarnaast zijn er ook diverse opties toe te voegen welke bijdragen aan een nog efficiënter buigproces. In dit artikel geven we informatie en diverse tips & tricks om zo efficiënt mogelijk te buigen waarbij de opties stap voor stap worden uitgelegd.
Efficiënt buigen door:
- Programmeer tijd: hoeveel tijd kost het om een buigprogramma in te voeren
- Set-up tijd: hoe snel heb ik mijn machine klaar voor start productie
- Buigcyclus tijd: hoe snel produceer ik mijn product
- Geproduceerde kwaliteit: hoe nauwkeurig is mijn product geproduceerd
- Toegeleverde kwaliteit: hoe nauwkeurig zijn de aangeleverde ongebogen plaatdelen.
Programmeer tijd
Diverse werkwijzen om een buigprogramma in een kantpers in te voeren:
- Numeriek aan de machine
- Grafisch aan de machine
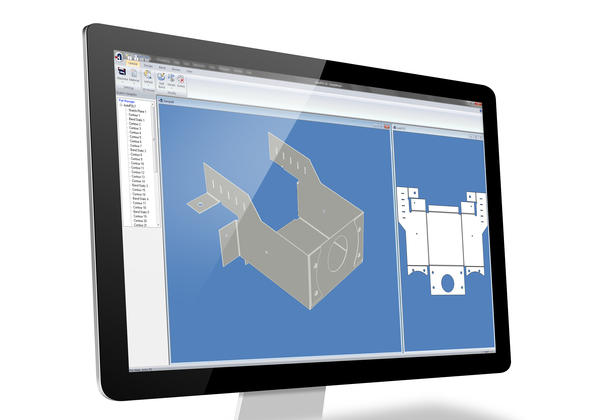
- Grafisch offline in buigsimulatie software op een externe PC
Bij het programmeren aan de machine wordt door de machine operator een buigprogramma numeriek of grafisch ingevoerd. Een nadeel van deze werkwijze is dat tijdens het programmeren niet met de machine gewerkt kan worden. Ook kan blijken dat een product niet mogelijk is. Hierdoor wordt “dure” machine capaciteit verspeelt.
Afhankelijk van de complexiteit van een product wordt steeds meer gekozen voor grafisch offline programmeren met buigsimulatie software.
De grote voordelen hiervan zijn:
- In een vroeg stadium kan bepaald worden
- of een product maakbaar is
- welke machine er nodig is
- welke gereedschap segmenten er nodig zijn en op welke plek deze in de machine moeten worden ingebouwd
- Tijdens het simuleren en het maken van het buigprogramma is geen machine capaciteit nodig (dit geeft vooral veel winst bij enkelstuks of kleine series)
- De berekening van de posities van de verschillende assen in het buigprogramma komen overeen met het berekende uitgeslagen model (DXF) van het product. Hierdoor zijn geen correcties van het buigprogramma nodig en is het eerste geproduceerde product direct te gebruiken.
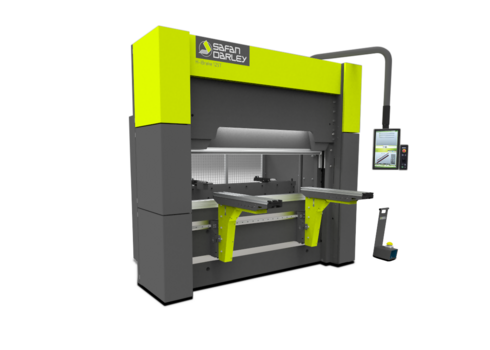
SafanDarley biedt uitstekende oplossingen zoals de AutoPOL buigsimulatie software in combinatie met de SafanDarley EC20 kantpersbesturing. Met deze combinatie worden alle benodigde numerieke en grafische gegevens automatisch geprogrammeerd en aan de kantpers operator aangeboden.

Setup tijd
Er zijn verschillende manieren om een machine productie gereed te maken. Omdat de meeste moderne kantpersen zijn uitgerust met CNC gestuurde (achter-) aanslagen gaat hier tegenwoordig niet veel tijd meer inzitten.
De meeste tijd wordt verbruikt in het verzamelen en inbouwen van de buiggereedschappen. Goede gereedschap set up documentatie is hierbij essentieel om tijd te besparen.
Buiggereedschappen kunnen op verschillende manieren ingebouwd worden
- vanuit een centraal gereedschap magazijn in de werkplaats
- vanuit een machine eigen gereedschap magazijn
- met een automatische gereedschap wisselaar
Als gereedschappen vanuit een centraal magazijn gebruikt worden dan kan dit verschillende verstoringen veroorzaken:
- gereedschappen worden door meerdere operators gebruikt
- gereedschappen liggen niet dicht bij de werkplek
Als gereedschappen vanuit een machine eigen gereedschap magazijn gebruikt worden dan zijn bovenstaande nadelen niet meer van toepassing. SafanDarley heeft hiervoor gereedschap kasten die specifiek voor bepaalde gereedschap types ingezet kunnen worden. Speciale gereedschappen die incidenteel gebruikt worden kunnen dan nog steeds in een centraal magazijn opgeslagen worden.
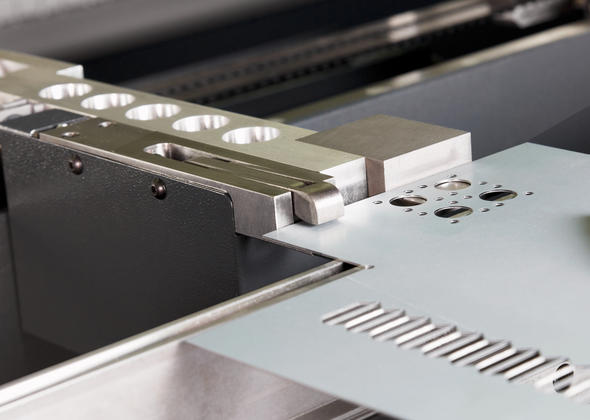
De posities van de te gebruiken gereedschap segmenten worden in de besturing aangegeven. SafanDarley kan een zogenaamde Smart Tool Locator op de gereedschap houder aanbrengen. Hiermee wordt door middel van LED’s de positie van de verschillende gereedschap segmenten aangegeven.
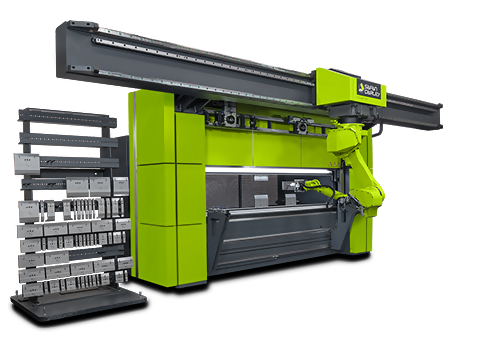
Als gereedschappen met een automatische gereedschap wisselaar gewisseld worden dan worden vanuit een eigen gereedschap magazijn in de machine gereedschappen vol automatisch op de juiste buigplek in de kantpers aangebracht. SafanDarley heeft hiervoor de Tool Mate ontwikkelt waarbij het magazijn met de automatische belading in een zeer compacte kantpers zijn geïntegreerd. De operator kan zich met andere zaken kan bezighouden, terwijl de kantpersgereedschappen op de geprogrammeerde plek worden geplaatst.
De SafanDarley kantpers en de kantpersgereedschappen kunnen ook uitgevoerd worden met een zogenaamd TIPS systeem. Dit systeem zorgt ervoor de kantpers weet welke gereedschappen zich waar bevinden.

Buig cyclus tijd
De buig cyclus tijd van een product wordt vaak gerefereerd aan de verschillende as snelheden van een kantpers. Hoewel deze snelheden van invloed zijn op de totale buig cyclus tijd is rondom de kantpers vaak veel meer tijd te winnen.
Factoren die invloed hebben op de totale buigcyclus tijd:
- Hoe wordt het vlakke product aangeboden? Met de correcte zijde boven, op een ergonomische hoogte en met de juiste zijde richting achteraanslag.
- Zijn de diverse hulpmiddelen zoals oplegarmen, extra aanslagvingers, buighulpen aanwezig
- Is het beveiligingssysteem van de kantpers (programmeerbaar veiligheidslichtscherm, laserstraalbeveiliging) juist geïnstalleerd en/of geprogrammeerd. De CNC gestuurde beveiligingssystemen zorgen voor een duidelijke verbetering van de cyclustijden.
- Krijgt de operator duidelijke werkinstructies? Door grafische ondersteuning van de buigvolgorde wordt per buigstap getoond hoe een product gebogen moet worden
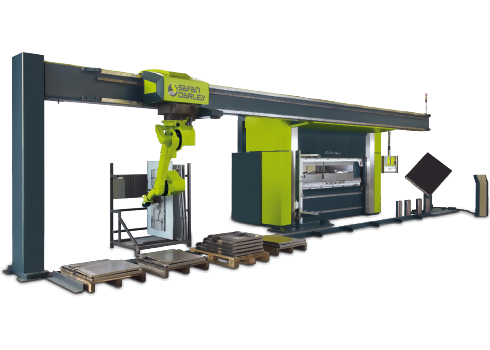
- Kan het gebogen product snel afgelegd en (evt.) gestapeld worden

Geproduceerde kwaliteit
De kwaliteit van een gebogen product kan afhankelijk zijn van meerder factoren.
Machine- en gereedschapfactoren:
- Is de kantpers juist afgesteld?
- Persbalk paralleliteit (in Y- en X-richting)
- Achteraanslag, nulpositie van X-R-Z-assen
- Zijn buiggereedschappen schoon en onbeschadigd
- Kan het gebogen product snel en goed gecontroleerd worden
- Is een duidelijke tekening met juiste controle maten aanwezig
- Zijn de juiste meetmiddelen aanwezig
SafanDarley kan een extra beeldscherm bij de machine leveren waarop gekoppeld aan het buigprogramma de juiste documentatie kan worden weergegeven Daarnaast kan SafanDarley een machine service onderhoudsplan leveren waarbij een machine periodiek gecontroleerd en indien nodig afgesteld wordt.
Toegeleverde kwaliteit
De aangeleverde ongebogen plaatdelen kunnen de oorzaak zijn van afwijkingen tijden het buigproces.
Veel voorkomende afwijkingen zijn:
- Variatie in plaatdikte, hierdoor kunnen hoekafwijkingen ontstaan
- Variatie in walsrichting, hierdoor kunnen afwijkingen in hoek- en beenlengtes ontstaan
- Variatie in materiaal batch, hierdoor kunnen afwijkingen in hoek- en beenlengtes ontstaan
- Variatie in afmetingen, door onnauwkeurigheden in het snijproces (geometrische afwijkingen ontstaan op lasersnij- of ponsmachine) kunnen afwijkingen in beenlengtes ontstaan
SafanDarley kan toebehoren op kantpersen leveren waarmee een aantal van bovenstaande afwijkingen te corrigeren zijn. Het SafanDarley E-Bend S plaatdikte meetsysteem corrigeert variaties in plaatdikte. Het SafanDarley E-Bend L Blue hoekmeetsysteem corrigeert tijdens het buigproces eventuele hoekafwijkingen.