

















CNC buigen
CNC buigen: techniek, nauwkeurigheid en de juiste kantbank
CNC buigen is de computergestuurde versie van het kantproces: een kantbank voert het buigen uit op basis van een digitaal programma, zonder dat de operator zelf hoeken, insteekdieptes of achteraanslag-posities handmatig hoeft in te stellen. Het resultaat is een nauwkeurigheid en reproduceerbaarheid die met handmatig werk onhaalbaar is. Bij SafanDarley bouwen wij al 30 jaar CNC-kantbanken die dit proces sneller, zuiniger en nauwkeuriger maken. Op deze pagina leest u hoe CNC buigen werkt, hoe nauwkeurig het is en welke kantbank past bij uw plaatwerk.
Wat is CNC buigen?
CNC buigen is het buigen van plaatwerk met een computergestuurde kantbank. CNC staat voor Computer Numerical Control: een digitaal systeem dat de bewegingen van de machine aanstuurt op basis van een vooraf ingevoerd programma. Waar een conventionele kantbank door een operator handmatig wordt bediend, voert een CNC-kantbank de hele buigcyclus autonoom uit: positie, insteekdiepte, hoekmeting en achteraanslag worden digitaal geregeld.
Deze pagina behandelt CNC buigen van plaatwerk op een kantbank. Voor het buigen van ronde profielen en buizen worden andere machines gebruikt, zoals trek- of doornbuigmachines. Die vallen buiten de scope van deze uitleg.
Hoe werkt CNC buigen stap voor stap?
Het CNC-buigproces bestaat uit drie technische lagen: de machine, de assen en de software. Ze werken samen om in een fractie van een seconde een plaat tot op tienden van een graad nauwkeurig te buigen.Vul hier een tekst in
De CNC-assen
Een moderne CNC-kantbank heeft minimaal zes gestuurde assen. Y1 en Y2 regelen de verticale beweging van de bovenbalk links en rechts, zodat de balk altijd waterpas blijft. X is de horizontale achteraanslag waartegen de plaat wordt gepositioneerd. R regelt de hoogte van de aanslag. Z1 en Z2 verplaatsen de aanslagvingers zijdelings. Bij complexe producten komen er extra assen bij voor dynamische vingers of kantelende aanslagen.
Het buigprogramma
Het programma bevat per buiging de hoek, de volgorde, de gereedschapsopstelling en de insteekdiepte. De operator laadt het via USB of via een netwerkverbinding vanuit de werkvoorbereiding. Moderne besturingen zoals E-Control van SafanDarley tonen een 2D of 3D-voorstelling van elke buiging zodat de operator visueel controleert wat de machine gaat doen.
De buigcyclus
Zodra de plaat tegen de achteraanslag ligt, beweegt de bovenbalk met het kantmes omlaag. Adaptieve hoekmeting meet tijdens de persgang de werkelijke hoek en corrigeert de insteekdiepte in real-time om terugvering te compenseren. Na de cyclus beweegt de balk terug en is de plaat klaar voor de volgende buiging. Een ervaren operator kant op een SafanDarley E-Brake meerdere tientallen onderdelen per uur.
Waar wordt CNC buigen voor gebruikt?
CNC buigen is de standaardmethode in vrijwel elke industriele plaatbewerking. Onze kantbanken draaien wereldwijd in uiteenlopende sectoren:Vul hier een tekst in
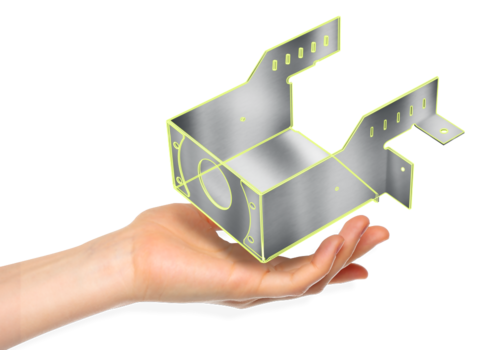
Machinebouw en apparatenbouw. Behuizingen, frames, omkastingen en structurele componenten met strakke toleranties.
Automotive en agrarische voertuigen. Carrosserieonderdelen, laadbakken en componenten voor trekkers, oogstmachines en hakselaars.
Bouw en architectuur. Gevelbekleding, dakpanelen, kozijnprofielen en aluminium cladding met zichtkwaliteit.
HVAC en luchttechniek. Luchtkanalen, ventilatiepanelen en plenums met varierende radii en diktes.
Voedings- en medische industrie. RVS-behuizingen, hygienische panelen en transportonderdelen waar reinigbaarheid telt.
Energietransitie. Frames voor windmolens, zonnepanelen en componenten voor waterstof- en kernenergie-installaties.
Hoe nauwkeurig is CNC buigen?
Moderne CNC-kantbanken halen een hoeknauwkeurigheid van kleiner dan 0,3 graden en een positionele herhaalnauwkeurigheid van 0,01 mm op de achteraanslag. Dat is een orde van grootte nauwkeuriger dan handmatig buigen.
Drie factoren bepalen het eindresultaat. De mechanische stijfheid van de kantbank zorgt dat de bovenbalk bij volle belasting niet doorbuigt. De servo-elektrische aandrijving, zoals in de SafanDarley E-Brake, reageert sneller en consistenter dan hydraulische ventielen, wat een uniforme hoek oplevert over de volledige buiglengte. En adaptieve hoekmeting corrigeert in real-time voor materiaalvariatie tussen batches. Het netto effect: de tweede plaat is precies even nauwkeurig als de duizendste.

Verschil tussen CNC en handmatig buigen
Op kleine schaal kan handmatig buigen nog prima, maar voor elke vorm van serieproductie is CNC onmisbaar. Het verschil is groter dan alleen snelheid.
| Aspect | Handmatig buigen | CNC buigen |
|---|---|---|
| Hoeknauwkeurigheid | 0,5 tot 2 graden | Kleiner dan 0,3 graden |
| Herhaalbaarheid | Afhankelijk van operator | Constant over duizenden stuks |
| Insteltijd per order | Hoog (handmatige proefzettingen) | Laag (programma laden) |
| Complexiteit vormen | Beperkt tot eenvoudige hoeken | Complex 3D, meerdere buigingen |
| Serieproductie | Complex 3D, meerdere buigingen | Standaard, ook onbemand |
| Vereist vakmanschap | Zeer hoog | Middelhoog (programmering) |
Voor de meeste plaatbewerkingsprojecten zijn 5052 en 3003 de eerste keuze omdat ze een kleine buigradius toelaten zonder scheurvorming. Voor constructieve toepassingen met meer sterkte is 6082 gangbaar, maar alleen bij een ruimere radius.
CNC software en offline programmeren
De software is net zo belangrijk als de machine. Twee niveaus werken samen op een SafanDarley E-Brake.
E-Control.
De Windows-gebaseerde besturing op de machine zelf, met een intuitief touchscreen. Hiermee programmeert de operator direct ter plaatse een buigvolgorde in 2D of 3D, roept opgeslagen programma's op en ziet een simulatie van het proces voordat de eerste plaat wordt gebogen.
AutoPOL 3D offline programmering.
Software die op basis van een 3D CAD-model automatisch de buigvolgorde, gereedschapsopstelling en achteraanslagposities genereert, inclusief botsingscontrole en simulatie. De werkvoorbereider programmeert achter zijn bureau, de operator laadt het klaargezette programma in de machine. Gevolg: minder stilstand, geen proefzettingen aan het begin van een serie en foutloze productie vanaf het eerste stuk.
Welke CNC kantbank past bij uw plaatwerk?
Alle SafanDarley kantbanken zijn CNC-gestuurd. Het verschil zit in aandrijving, tonnage en geautomatiseerde functies.
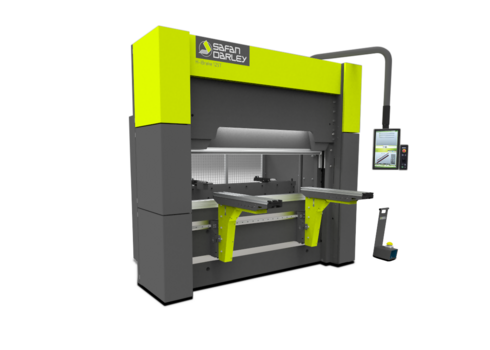
Servo-elektrische CNC kantbanken: de E-Brake
Voor dun tot middelzwaar plaatwerk tot circa 15 mm is de E-Brake de logische keuze. Servomotoren regelen de bovenbalk consistent, wat essentieel is voor nauwkeurige hoeken bij dunne en gevoelige materialen zoals aluminium en RVS. De machine verbruikt alleen energie tijdens beweging (tot 50% minder dan hydraulisch), versnelt de cyclus tot 30% en werkt zonder hydraulische olie. De E-Brake is leverbaar in Compact, Premium en Ultra uitvoeringen, met perskrachten van 25 tot 320 ton.
Hydraulische CNC kantbanken: de H-Brake
Voor zwaar plaatwerk vanaf 200 ton perskracht biedt SafanDarley de H-Brake. Hydraulische kracht gecombineerd met moderne CNC-besturing levert een machine die ook dik constructiewerk in staal nauwkeurig kant. Ideaal voor constructiebedrijven, scheepsbouw en zware apparatenbouw.
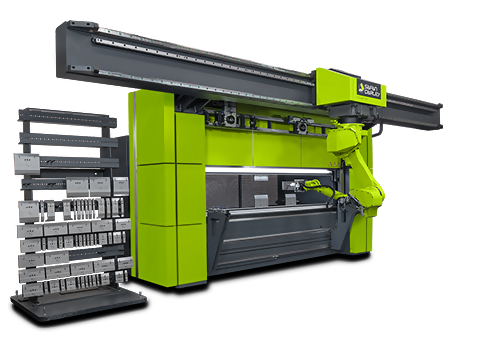
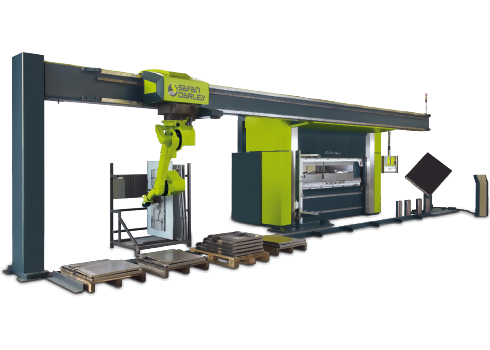
Automatisering: onbemand CNC buigen
Voor bedrijven die kleine series efficient of 24/7 willen produceren, kunt u een SafanDarley kantbank uitbreiden met robotautomatisering. De RoboMate is een robotcel die voor de machine wordt geplaatst en het kanten volledig onbemand uitvoert: hij pakt platen van een stapel, positioneert, kant en stapelt de gekante producten. Voor kleine series die verschillende gereedschappen vereisen wisselt de Tool Mate de gereedschappen automatisch. Zo produceert u ook bij kleine batchgroottes efficient, met constante kwaliteit en minimale handmatige tussenkomst.
SafanDarley: uitvinder van de elektrische CNC kantbank
SafanDarley is de mondiale specialist in de ontwikkeling en bouw van CNC-kantbanken en guillotinescharen. Ons bedrijf ontstond uit de samenvoeging van Safan (Lochem) en Darley (Eijsden), twee Nederlandse fabrikanten met toonaangevende patenten in de plaatbewerking. In 1995 zette Safan het patent op de servo-elektrische aandrijving voor kantbanken op haar naam; de basis van de E-Brake die CNC buigen voor altijd heeft veranderd. Vandaag telt SafanDarley circa 200 medewerkers, produceren wij in Lochem en Eijsden en behoren wij tot de mondiale top 3 van fabrikanten voor het topsegment plaatbewerkingsmachines. Onze machines staan in meer dan 50 landen bij toonaangevende plaatbewerkers.
Welke configuratie past bij uw werkvloer?
Drie profielen om snel te bepalen welke richting bij uw productie past. Ons team in Lochem werkt daarna graag een configuratie op maat uit.
Profiel 1: hoge nauwkeurigheid, wisselende series.
Werkt u met veel verschillende producten en wisselende orders in dun tot middelzwaar plaatwerk? Kies de E-Brake Ultra met Tool Mate voor automatische gereedschapswissels.
Profiel 2: onbemande of 24/7 productie.
Wilt u kleine series efficient en autonoom produceren? Kies de E-Brake in combinatie met RoboMate voor volledig onbemand CNC buigen.
Profiel 3: zwaar constructiewerk.
Produceert u dik plaatwerk of grote constructies? De H-Brake biedt het tonnage en blijft ook bij zware belasting nauwkeurig.
Klaar om uw CNC-buigproces te verbeteren?
CNC buigen is een vak waarin machine, software en automatisering samen het verschil maken. SafanDarley ontwikkelt en bouwt al ruim 25 jaar CNC-kantbanken die meetbaar sneller, zuiniger en nauwkeuriger zijn dan hydraulische alternatieven. Kom het zelf zien in onze showroom in Lochem.