

















Aluminium buigen: technieken, legeringen en de juiste kantbank
Aluminium buigen: technieken, legeringen en de juiste kantbank
Aluminium buigen vraagt om een andere aanpak dan het buigen van staal. Aluminium is lichter en soepeler, maar juist daardoor gevoelig voor scheuren, knikken en terugvering. De combinatie van legeringkeuze, buigradius, walsrichting en machine bepaalt of uw plaatwerk strak en reproduceerbaar uit de kantbank komt. Bij SafanDarley bouwen wij al ruim 25 jaar de servo-elektrische kantbanken die hiervoor zijn ontworpen. Op deze pagina leest u wat aluminium buigen technisch inhoudt, welke valkuilen er zijn en welke kantbank past bij uw plaatwerk.
Wat is aluminium buigen?
Aluminium buigen is het plastisch vervormen van een aluminium plaat, profiel of buis tot een vooraf bepaalde hoek of radius, zonder het materiaal te verzwakken. Op een kantbank gebeurt dat tussen een bovenmes en een V-vormige ondermatrijs. Het buigen van aluminium is geschikt voor zowel enkelstuks als grote series, van carrosseriewerk en gevelbekleding tot behuizingen en onderdelen voor de lucht- en ruimtevaart.
Anders dan bij staal speelt bij aluminium de combinatie van legering, temper en dikte een beslissende rol. Een 5052-H32 plaat van 3 mm laat zich bijvoorbeeld moeiteloos buigen op een scherpe radius, terwijl een 6082-T6 plaat van dezelfde dikte al gauw scheurt als u dezelfde matrijs gebruikt.
Waarom is aluminium buigen moeilijker dan staal?
Aluminium staat bekend als goed bewerkbaar, maar het buigen is in de praktijk complexer dan staal buigen. Vier eigenschappen bepalen dat.
- Lagere ductiliteit bij harde legeringen. Zachte legeringen zoals 1050 en 3003 zijn zeer vervormbaar. Harde legeringen zoals 6082 en 7075 zijn veel stijver en scheuren sneller bij een kleine buigradius.
- Sterkere terugvering. Aluminium veert na het buigen meer terug dan staal. De correctie kan oplopen tot 3 graden of meer, afhankelijk van legering en hardheid. Zonder adaptieve hoekmeting wordt de eindhoek te ruim.
- Gevoeligheid voor walsrichting. Buigen parallel aan de walsrichting geeft een aanzienlijk hoger risico op scheurvorming. Dit effect is bij aluminium groter dan bij staal.
- Natuurlijke veroudering. Aluminium wordt in de loop van maanden harder. Vers materiaal buigt beter dan aluminium dat langer in het magazijn lag. Goede voorraadrotatie is daarom een kwaliteitsfactor.
Welke aluminiumlegering buigt het beste?
De legeringkeuze is de grootste hefboom voor buigresultaat. Niet elke legering is geschikt voor elke toepassing: stijve legeringen zijn sterker maar moeilijker te buigen, zachte legeringen buigen makkelijk maar zijn minder draagkrachtig. Hieronder de meest voorkomende legeringen en hun indicatieve minimale buigradius bij dwars op de walsrichting buigen.
| Legering | Eigenschap | Min. radius (t = dikte) | Typische toepassing |
| 1050-O | Vrijwel zuiver aluminium, zeer zacht en ductiel | 0 tot 0,5 x t | Decoratief plaatwerk, chemie, signing |
| 3003-H14 | Mangaan, goed te vervormen, matige sterkte | 0,5 tot 1 x t | Dakbedekking, gevels, containers, goten |
| 5052-H32 | Magnesium, beste balans buigbaarheid en sterkte | 0,5 tot 1 x t | Tanks, maritiem, medische apparatuur |
| 5754-H22 | Magnesium, uitstekende corrosiebestendigheid | 1 x t | Voertuigbouw, scheepsbouw, industrie |
| 6060-T6 | Standaard constructielegering, goed te anodiseren | 1,5 x t | Gevels, kozijnen, decoratieve profielen |
| 6082-T6 | Hoge sterkte, beperkt vervormbaar | 2 tot 3 x t | Draagconstructies, machinebouw |
| 7075-T6 | Zeer hoge sterkte, moeilijk koud te buigen | 3 x t of warm buigen | Lucht- en ruimtevaart, precisie |
Voor de meeste plaatbewerkingsprojecten zijn 5052 en 3003 de eerste keuze omdat ze een kleine buigradius toelaten zonder scheurvorming. Voor constructieve toepassingen met meer sterkte is 6082 gangbaar, maar alleen bij een ruimere radius.
Buigtechnieken voor aluminium
Welke techniek u kiest hangt af van vorm, nauwkeurigheid en serieomvang. Voor platen tot circa 15 mm is de kantbank de standaard. Voor buizen en profielen komen mandrel- en rolbuigen in beeld. Voor cilindrische vormen is een plaatwals geschikt.
Luchtbuigen (vrijbuigen)
Bij luchtbuigen drukt het kantmes de plaat gedeeltelijk in de V-matrijs; de hoek wordt bepaald door de insteekdiepte. Dit is de meest gebruikte techniek voor aluminium omdat u met een matrijs meerdere hoeken kunt maken en het benodigde tonnage lager is. Nadeel: grotere terugvering, wat om adaptieve hoekmeting vraagt. Op een SafanDarley E-Brake compenseert de software die terugvering automatisch per plaat.
Matrijsbuigen (coining)
Bij matrijsbuigen drukt het kantmes het materiaal volledig op de bodem van de matrijs. De interne spanning wordt geneutraliseerd en de hoek is exact gelijk aan de matrijs. Dit levert maximale reproduceerbaarheid voor dun aluminium in serieproductie. Nadelen: hoger tonnage en een eigen gereedschap per hoek. Typisch toegepast voor platen tot 3 mm.
Warm buigen
Voor dikkere platen en harde legeringen zoals 6082 en 7075 wordt aluminium soms voorverwarmd tot circa 200 tot 300 graden Celsius. Het materiaal wordt zachter en laat zich buigen zonder te scheuren. Warm buigen is niet standaard op een kantbank en vereist aparte voorzieningen; voor de meeste toepassingen kiest men liever voor een zachtere legering of een ruimere radius.
Minimale buigradius en walsrichting
De minimale buigradius is de kleinst mogelijke radius waarmee aluminium kan worden gebogen zonder scheurvorming aan de buitenzijde. Die waarde is geen vast gegeven: ze hangt af van legering, temper, plaatdikte en walsrichting.
Vuistregel. Voor zachte legeringen (1050, 3003, 5052-O) geldt een radius van 0 tot 1 keer de plaatdikte. Voor middelharde legeringen (5052-H32, 5754) geldt 1 tot 1,5 keer de dikte. Voor harde legeringen (6082-T6, 7075-T6) rekent u op 2 tot 3 keer de dikte.
Walsrichting. Buig bij voorkeur haaks op de walsrichting. De vezelstructuur loopt dan loodrecht op de buiging, wat de rek aan de buitenzijde verdeelt en scheuren voorkomt. Parallel buigen kan, maar vraagt een radius die minimaal 1,5 keer zo groot is.
Compensatie. De werkelijke radius is altijd iets groter dan de theoretische minimumwaarde door terugvering. Proefzettingen op een kantbank met adaptieve hoekmeting geven snel de juiste insteldiepte.
Welke kantbank kiest u voor aluminium buigen?
Niet elke kantbank is even geschikt voor aluminium. Vier eigenschappen zijn doorslaggevend: snelheidsregeling, hoeknauwkeurigheid, zachte beweging en procesregeling.
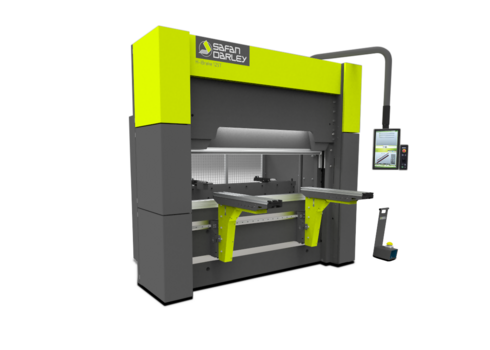
Servo-elektrische kantbanken: de E-Brake
Voor aluminium-plaatwerk tot circa 15 mm is de servo-elektrische E-Brake de eerste keuze. Servomotoren regelen de bovenbalk traploos en consistent, wat essentieel is voor gevoelige legeringen. De directe aandrijving via riemen en rollen beweegt zacht en voorkomt de drukstoten die hydraulische machines kunnen geven. E-Control met adaptieve hoekmeting corrigeert terugvering in real-time. Resultaat: 50% minder energieverbruik, tot 30% snellere cyclus en reproduceerbare hoeken, ook bij oudere of gevarieerde batches.
Hydraulische kantbanken: de H-Brake
Voor dik aluminium constructiewerk vanaf 15 mm en harde legeringen zoals 6082 biedt de H-Brake het benodigde tonnage. Ook hier zijn moderne CNC-besturing en adaptieve hoekmeting beschikbaar, zodat de precisie die aluminium vereist gegarandeerd blijft.
SafanDarley: uitvinder van de elektrische kantbank
SafanDarley is de mondiale specialist in de ontwikkeling en bouw van kantbanken en guillotinescharen. Ons bedrijf ontstond uit de samenvoeging van Safan (Lochem) en Darley (Eijsden), twee Nederlandse fabrikanten met toonaangevende patenten in de plaatbewerking. In 1995 zette Safan het patent op de servo-elektrische aandrijving voor kantbanken op haar naam; een technologie die juist voor aluminium het verschil maakt. Vandaag telt SafanDarley circa 200 medewerkers, produceren wij in Lochem en Eijsden en behoren wij tot de mondiale top 3 van fabrikanten voor het topsegment plaatbewerkingsmachines. Kwaliteit, innovatie, betrouwbaarheid en duurzaamheid zijn de kernwaarden waarop klanten in ruim 50 landen bouwen.Vul hier een tekst in
Welke kantbank past bij uw aluminium plaatwerk?
Drie korte profielen om u op weg te helpen. Ons team in Lochem adviseert u graag over een exacte configuratie.
Profiel 1: dun aluminium plaatwerk, hoge nauwkeurigheid.
Werkt u met 5052, 3003 of 1050 tot 6 mm en vraagt uw klant om maatvastheid onder 0,5 graad? Dan is de E-Brake Premium met adaptieve hoekmeting de juiste machine.
Profiel 2: gemengd materiaal (aluminium, RVS, staal).
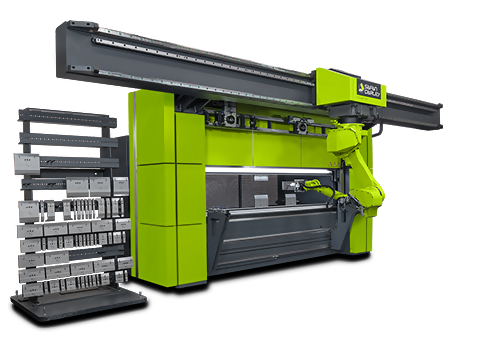
Draait u series met verschillende materialen en diktes door elkaar? De E-Brake Ultra met Tool Mate wisselt gereedschappen automatisch en is geschikt voor een breed palet legeringen.
Profiel 3: zwaar aluminium werk vanaf 15 mm.
Produceert u constructiewerk in dik aluminium of harde legeringen? De H-Brake biedt het tonnage en blijft ook bij zware belasting nauwkeurig.
Klaar om uw aluminium-buigproces te verbeteren?
Aluminium buigen is een vak waarin legeringkeuze, gereedschap en machinebesturing samen het verschil maken. SafanDarley bouwt al ruim 25 jaar kantbanken die aluminium buigen meetbaar sneller, zuiniger en nauwkeuriger maken. Kom langs in onze showroom in Lochem en zie het verschil op een proefplaat van uw eigen materiaal.