

















SafanDarley
E-Brakes boost productivity at Alvan Blanch
Alvan Blanch
Wiltshire-based Alvan Blanch, a specialist in the design and manufacture of high-quality machines and integrated systems for the processing of agricultural produce and waste materials, has installed two of the UK’s highest specification E-Brakes from SafanDarley. The purchase was prompted by a bottleneck in the company’s press bay following investment in automation for its laser-cutting and punching machines. In total, the two new CNC press brakes are helping Alvan Blanch achieve a 30% improvement in productivity through its bending section.
Founded in 1952, Alvan Blanch offers an exceptionally wide product range for the mechanical processing of crops. Around 80% of output is exported to over 100 countries worldwide, a feat that earned the 110-employee company a Queen’s Award for International Trade in 2012.
At its headquarters and UK manufacturing plant in Chelworth, near Malmesbury, core business is the production of continuous flow grain driers. The structure of these large, complex machines predominantly comprises formed metal parts, a significant quantity of which are 1-off per dryer.

Press bay bottleneck
Alvan Blanch produces around 110 double-flow and 30 single-flow driers a year, which in turn dictates a high quantity of small batch parts. The knock-on effect is a requirement for quick set-ups on the company’s press brakes. Until recently, existing capacity at Alvan Blanch was keeping pace, but an investment drive that witnessed the introduction of both automated punching and automated laser cutting, created a bottleneck in the press bay that simply had to be addressed.
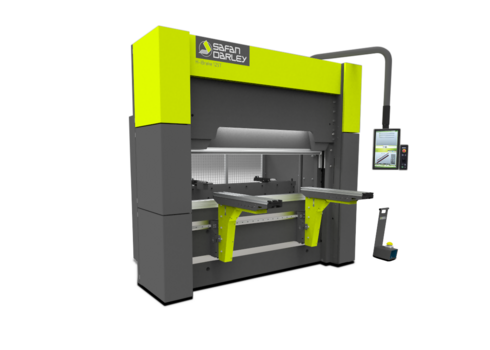
Production Manager Neil Connor takes up the story: “Due to our growth and the acceleration of other processes on site, we had little choice but to invest in new press brakes. We looked at suitable machines across the market, including those from our existing supplier. However, the E-Brake 200-4100 NS machines from SafanDarley were the most advanced, not just in terms of their servo-electronic technology, but the user-friendly CNC. We’re based in a small village in the Wiltshire countryside, so finding skilled labour is really difficult. If we lose a skilled operator through sickness for example, we sometimes need to assign a replacement who isn’t necessarily familiar with the technology. So if the press brake needs programming at the machine, this can prove problematic.”
The ability to program the SafanDarley E-Brakes offline allows Alvan Blanch to assign unskilled labour to the machines, safe in the knowledge that they simply have to follow on-screen instructions to complete the task successfully.
“To emphasise this point, we have recently recruited two brand new operators who have never used press brakes before,” says Mr Connor. “However, they’ve taken to the E-Brakes really well and are working away quite happily now – after just four weeks in the job!”
Alvan Blanch traded-in two of its four previous press brakes as part of the investment, so there are still four machines in total on site. However, despite this, the two new E-Brakes have boosted productivity by 30% to relieve the previous bottleneck.
Rapid set-up
The SafanDarley machines have mainly been set to work handling the company’s low-batch production work, which due to ease of set-up and speed of tool changeover, has had the biggest impact on throughput.
“The tool change process is a lot faster – there are no spanners or Allen keys required,” says Mr Connor. “Instead, the E-Brakes feature Smart Tool Locators for both the adapter and table that indicate tooling position during set-up, while hydraulic tool clamping is served by the NSCL/NSCR-II-HC-Premium top tool adapter/crowning table. The ability to change set-up quickly will continue to serve us well moving forwards as we’re constantly looking to design-out welded parts in favour of pressed parts. This saves time, adds strength and simplifies assembly. Using our existing machines, tool change from a 25 to 50mm vee takes 4-5 minutes. In some instances, we spend more time changing tools than bending the batch of parts. Conversely, the same tool change on the E-Brakes takes around 60 seconds.”
Typical materials for formed parts at Alvan Blanch include 2-10mm thick mild steel, as well as 1.5mm galvanised cladding sheets. Many parts are heavy due to sizes that often start out as 4000 x 1500mm flat sheet. Here, the sheet lifters for the E-Brakes help take the strain away from operators.

Self-teaching database
The company is also keen to praise the database within the E-Brakes. Programming can be completed quickly and accurately thanks to a ‘self-teaching’ database that stores information on materials, tools and previous, already-corrected bending routines.
“The database is really good,” confirms Mr Connor. “Once you’ve bent a part, at that angle, on those tools, at that length – and corrected it – the information is in there forever. We already have 15,000 bending programs in the database since the machines were installed in March 2017.”
Another feature of benefit to Alvan Blanch is the CNC-controlled laser angle measuring device, called E-Bend L Blue, which helps improve quality and reduce reject levels. This patented system uses two blue laser sensors, one each side of the table, to constantly monitor and correct the position of the Y axis based on the actual product angle. E-Bend L Blue guarantees a final product with high angle precision. If necessary, the system automatically adjusts the crowning axis, Y1-Y2 axis and compensates for spring-back.
Advanced functionality
Further advanced capability on the SafanDarley E-Brakes at Alvan Blanch includes a 3D back-gauge system, the E-Mate Plus electrical bending aid for angles up to 60°, CNC laser line projection on the sheet top side, and an extra monitor for offline programming and linking to in-house MRP/ERP systems. The additional monitor can also display work files or be used to view external bend simulations.
Clearly, the new bending capacity and capability at Alvan Blanch is helping the company achieve genuine competitive gain, which is not easy in a truly global trading arena, as Managing Director Andrew Blanch acknowledges: “Around five or six years ago we made the strategic decision to invest heavily in the business – it was either that or cease manufacturing altogether. We simply couldn’t compete if we were to continue cutting sheet using a manual guillotine, for example. As it turns out, the decision proved to be very positive. We have doubled our turnover in the past five years, and tripled it in the past eight. This has allowed us to upscale from the production of 30 continuous flow grain driers a year, to in excess of 100.”